前回からの続きになります。
本体の組み立ても完了したので、ステッピングモーターやレザーモジュールをコントロール基板に接続してゆきます。
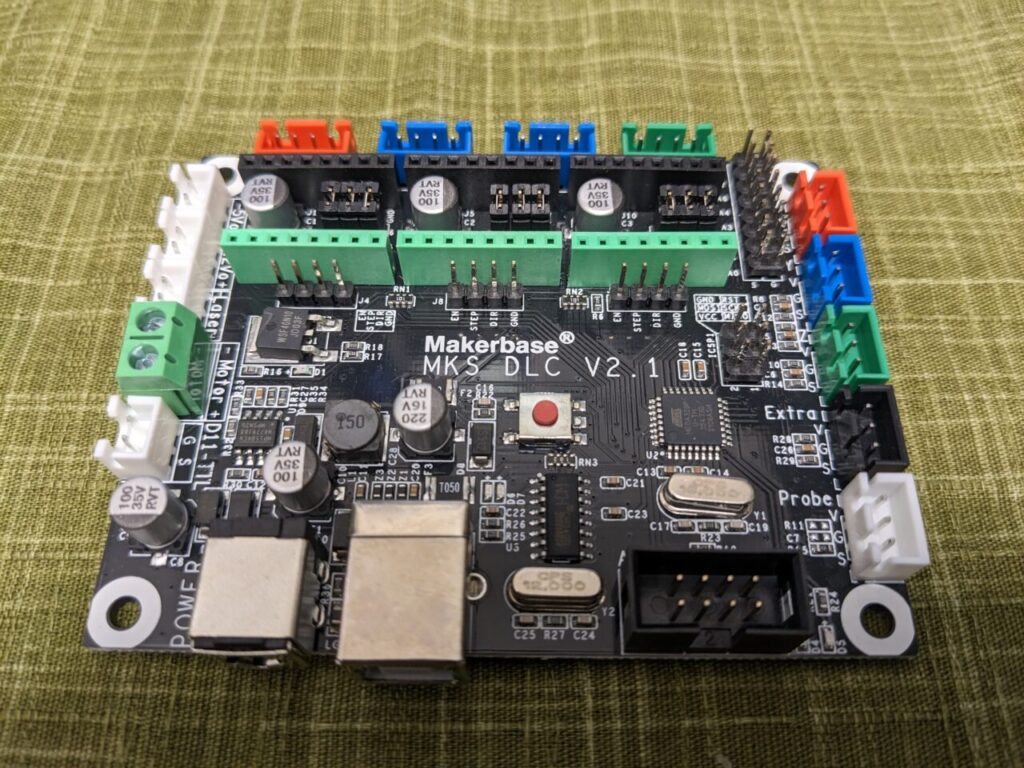
利用するコントロールボードは、AliExpressで適当に購入した「Makerbase MKS DLC V2.1」になります。
選んだ理由は、機能が多い(特にエンドストップコネクタがある)点と有名なメーカーであることです。
コントロールボードについては、別記事でまとめていますので、よかったらご覧ください。

コントロールボード以外に、モータードライバが必要です。(X軸とY軸の2個)
今回は、定番の「A4988」を使用します。

実際のところ、配線方法がよくわかっていないのでトライ&エラーで進めていきます(汗
配線にあたり、コントロールボードとステッピングモーターなどの周辺パーツの接続コネクタが合わないときは、以下の記事を参考にしていただければです。
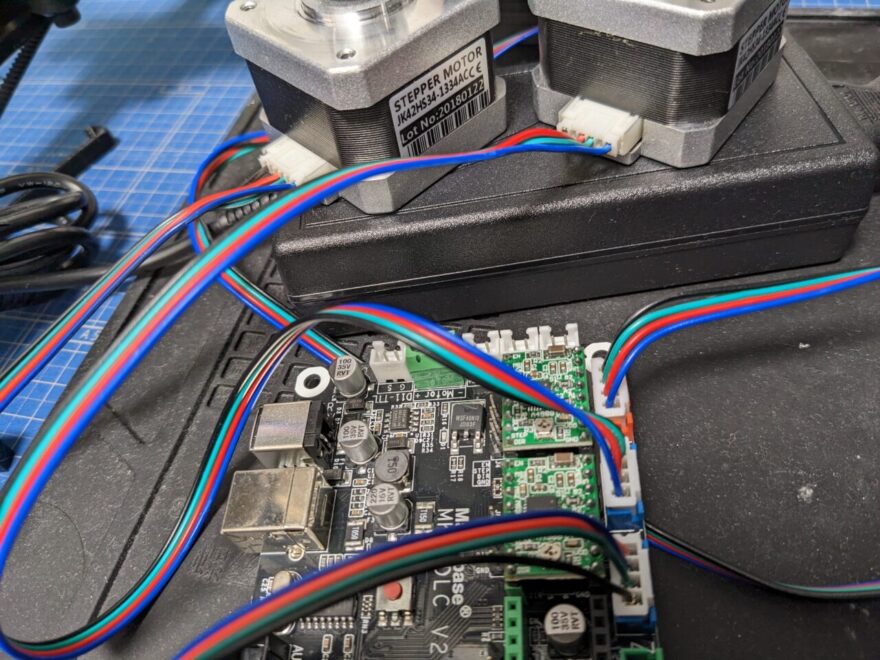
まずは、X軸とY軸のステッピングモーターをコントロールボードに接続します。
Y軸は左右対称に接続をしているので片方の配線の順番を変えてあります。
この状態で、X軸とY軸の動作を確認します。確認のためGRBLコントロールソフトに「Candle」を使用しました。
Grblの簡単な操作方法については、以下の記事をご参考にしていただければです。

CandleからX軸とY軸を10mmの操作をすると、実際には30mm程動いてしまいますので、ステッピングモーターの設定を変更します。
ちなみに「Makerbase MKS DLC V2.1」のデフォルト設定は下記になっていました。
[CTRL+X] < Grbl 1.1e ['$' for help]
$$ < $0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=0
$100=250.000
$101=250.000
$102=250.000
$110=500.000
$111=500.000
$112=500.000
$120=10.000
$121=10.000
$122=10.000
$130=200.000
$131=200.000
$132=200.000
okGrblの各設定については、下記のサイトを参考にさせて頂きました。(感謝感謝です。)

上記設定の$100と$101がそれぞれX軸とY軸の1mm動かすためのステップ数になっているそうです。
ってことで、下記のサイトの計算機を使って正しい設定を算出します。

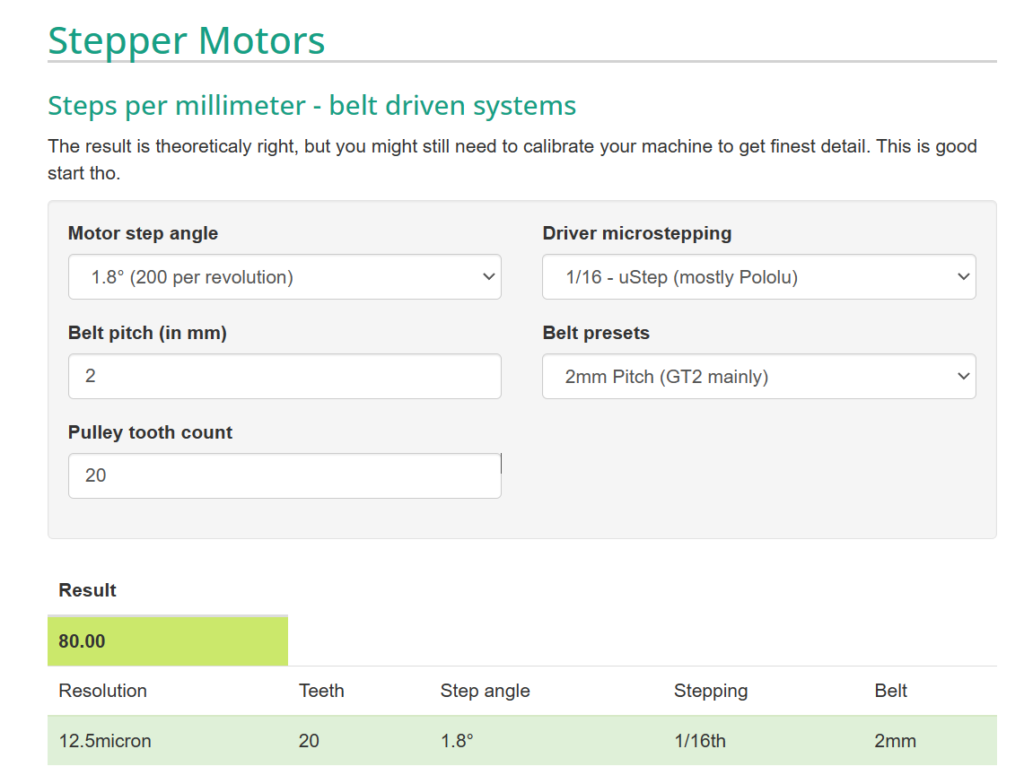
今回、使用しているタイミングベルトは2mmピッチのGT2で、タイミングプーリーは20歯のものを使用しているのでそれを入力します。
で結果が「80.00」となるので、これをコントロールボードに設定をします。
下記コマンドを送信することによって、設定の変更が可能です。(1行ずつ送信をします。)
$100=80.0
$101=80.0設定後に改めてCandleからX軸とY軸を10mmの操作をするときちんと10mm動きました!
次にレーザーカッター正面の向かって左下をX,Y軸の原点にしてプラス方向移動が逆になっているので、以下のコマンドで移動方向を逆転させます。
$3=1これでX,Y軸の移動の設定が完了しました。
次にコントロールボードとレーザーモジュールの接続になるのですが、知識が無いので、色々とネットで調べました。。
※レーザー光は目などに当たると失明の危険性がありますので、レーザーモジュールを扱うときは、細心の注意が必要です。また、出力が大きいレーザーは、素材によって燃えるのでこちらも注意が必要です!
調べて出てくる例は、大体コントールボードに直接レーザーモジュールを接続する方法で、今回購入したレーザーモジュールのようにレーザーモジュールとレーザードライバ基板に分かれており、このケースの接続方法がいまいちわかっていません。。
レーザードライバ基板ってどうすればよいの??

上記のサイトが参考になりそうなので、まずはドライバー基板にレーザーモジュールを接続して、直接ACアダプターからドライバー基板に12Vを入力すると、レーザーが発射されました!!(危ないよ!)
レーザーモジュールが正しく動くことは確認が出来ましたが、これだと常に照射されてしまいます。。
ちゃんと挙動を調べるためにGrblのレーザー操作(コマンドや設定)について調べてみます。(むつかしい。。)
下記のサイトでGrbl v1.1のレーザーモードの詳細が分かります。英語なのでほんにゃくこんにゃくの登場です。

まず、以下のコマンドでGrblをレーザーモードにする必要がありそうです。$32がレーザーモード設定で「1」が有効みたいです。
$32=1これでレーザーモードが有効になりました。
次にM3 M4 M5それぞれのコマンドでレーザーの出力を制御するようです。(CNCルーターとして使用すると時は、スピンドルの回転を制御するコマンドらしいです。)
M3は、固定出力でレーザーを照射するコマンドらしいです。(レーザーモジュールが移動していても固定の出力で照射し続ける)。M3コマンドには、パラメーターとして出力の強さをSの後に続く数値で0.1%単位で指定する必要があるみたいです。
出力8%でレーザー照射
M3 S80.000出力100%でレーザー照射
M3 S1000.000M4は、動的に出力を変えてレーザーを照射するコマンドらしいです(レーザーモジュールの加速度によってレーザー出力を動的に変える)
ほむほむ。なんとなくわかった気がします。
で、M5コマンドでレーザーの照射を停止することが出来るみたいです。M3と同様にパラメーターとして出力の強さをSの後に続く数値で0.1%単位で指定する必要があるみたいです。
ってことは、M3コマンドでレーザーモジュールの出力をONにして電圧が出力され、M5コマンドで停止した時に電圧が0vになるコネクタにレーザードライバーの電源を接続すれば良いのかなと思いました。
そうなると、該当のコネクタは、MotorとLaserの2つになるかと思います。(スピンドルと同じコマンドなので、Motorが正解??)
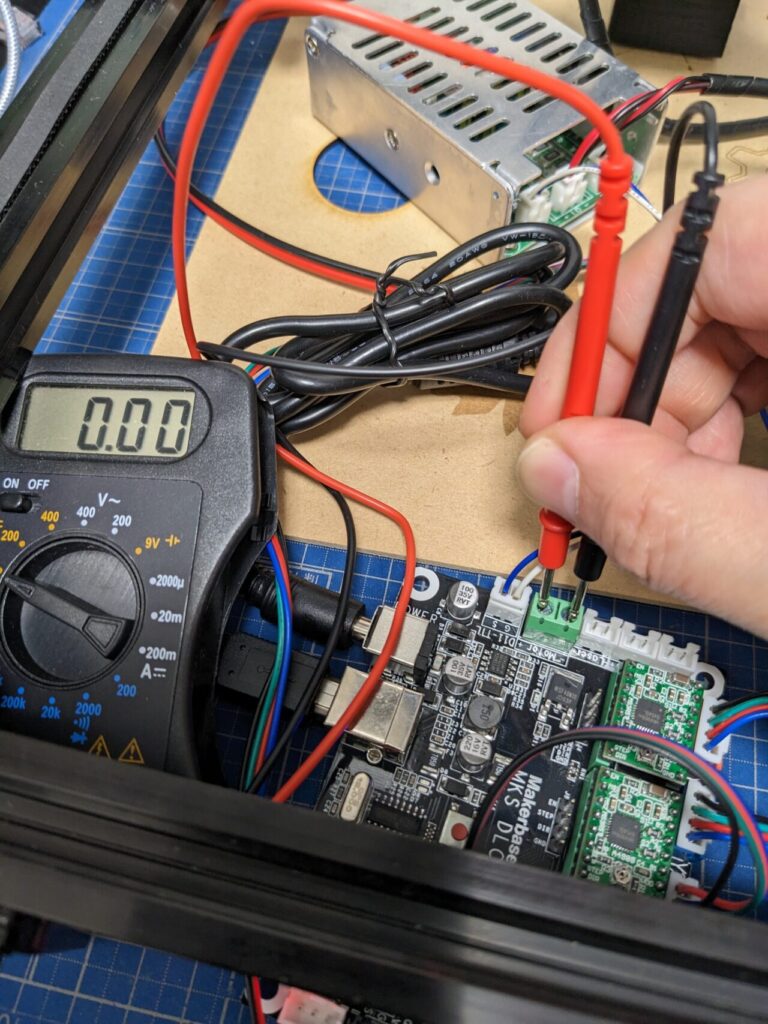
調べるためにまずは、デフォルト状態でMotorの出力が0vであることを確認
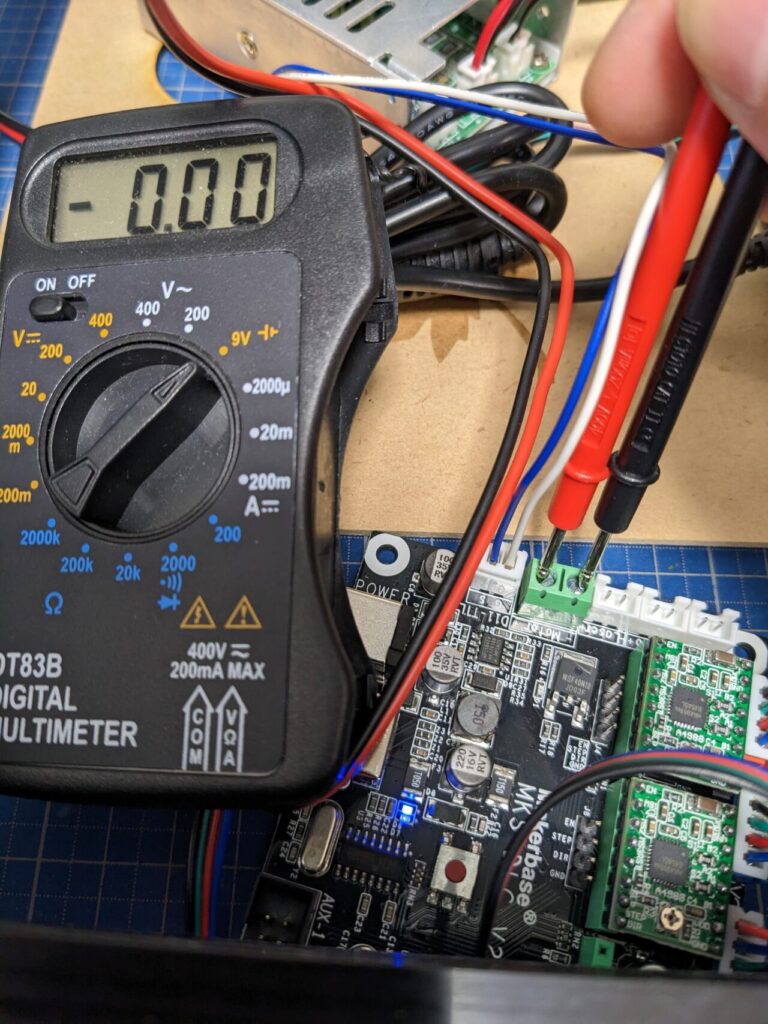
ちなみに隣のLaserコネクタも0vでした。
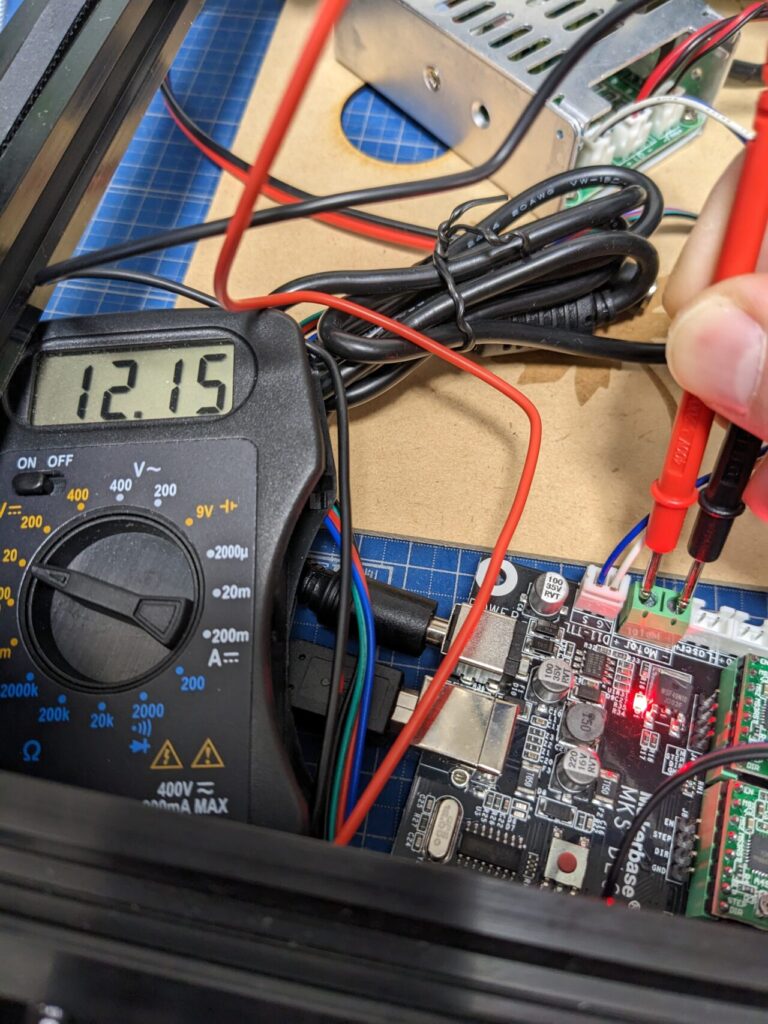
ってことで、出力100%で照射するようにコマンドを送信します。(ただ、M3コマンドだけでは出力が変わらず、G1コマンドも併せて送信する必要がありました。(LaserGRBLでそうなっていたので))
M3 S1000.000
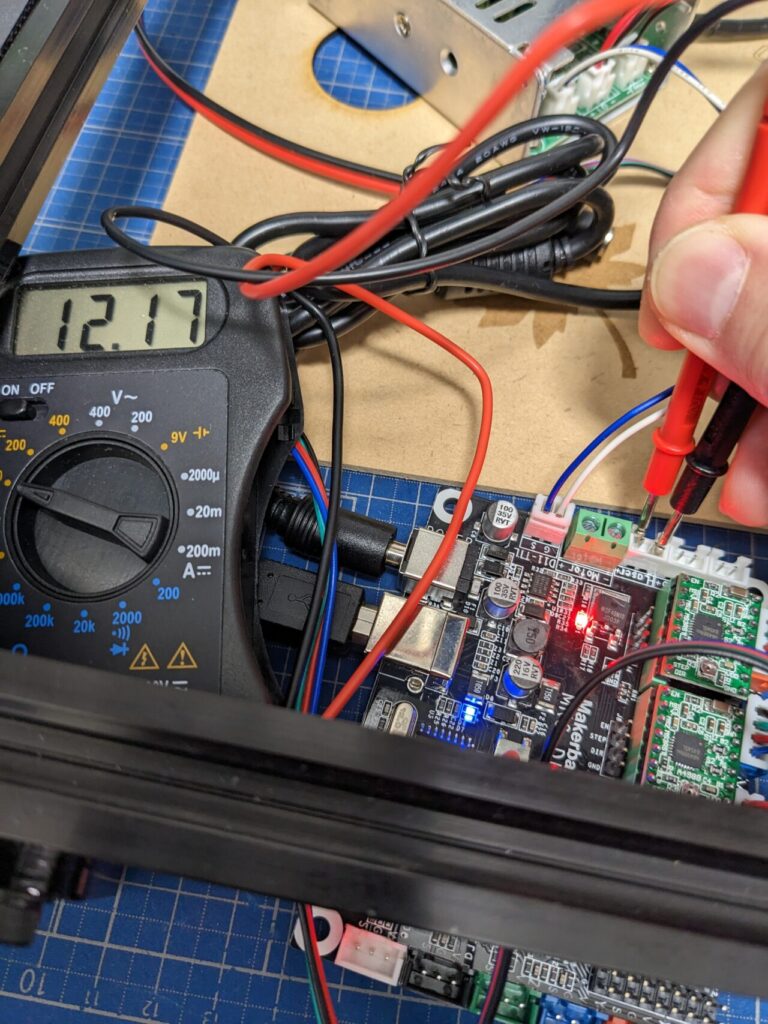
G1 F1000送信すると、おぉぉ!ちゃんと12Vが出力されました。
レーザー側も12Vが出力されています。
次に出力を50%にしてみます。(出力をONにしたら、G1コマンドはなくても大丈夫そうでした。)
M3 S500.000送信すると、おぉぉ!ちゃんとが50%程の出力になりました。
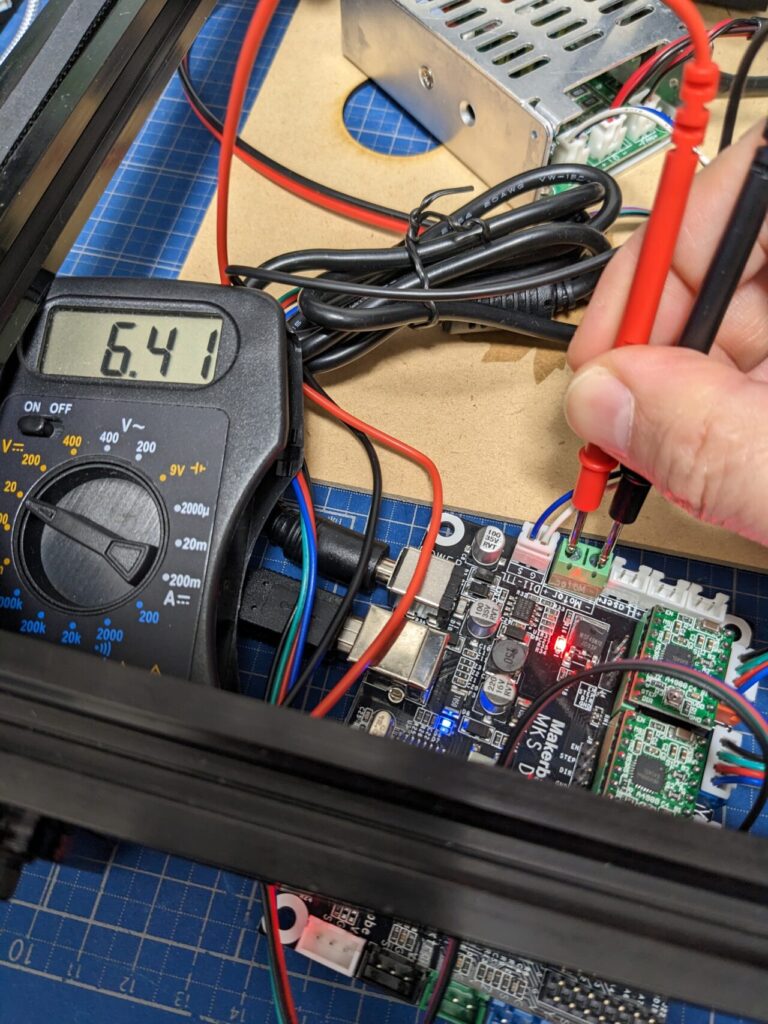
Laser側の出力も同じく50%程の出力になっていました。
最後に出力を停止します。
M5 S0
G0ぉぉぉ!ちゃんと出力が止まりました。もちろんLaser側も止まっています。
実験により、レーザードライバーの入力電圧とコントロールボードのMotor出力を接続すれば、任意の強さでレーザー出力を変えることが出来ることが分かりました。
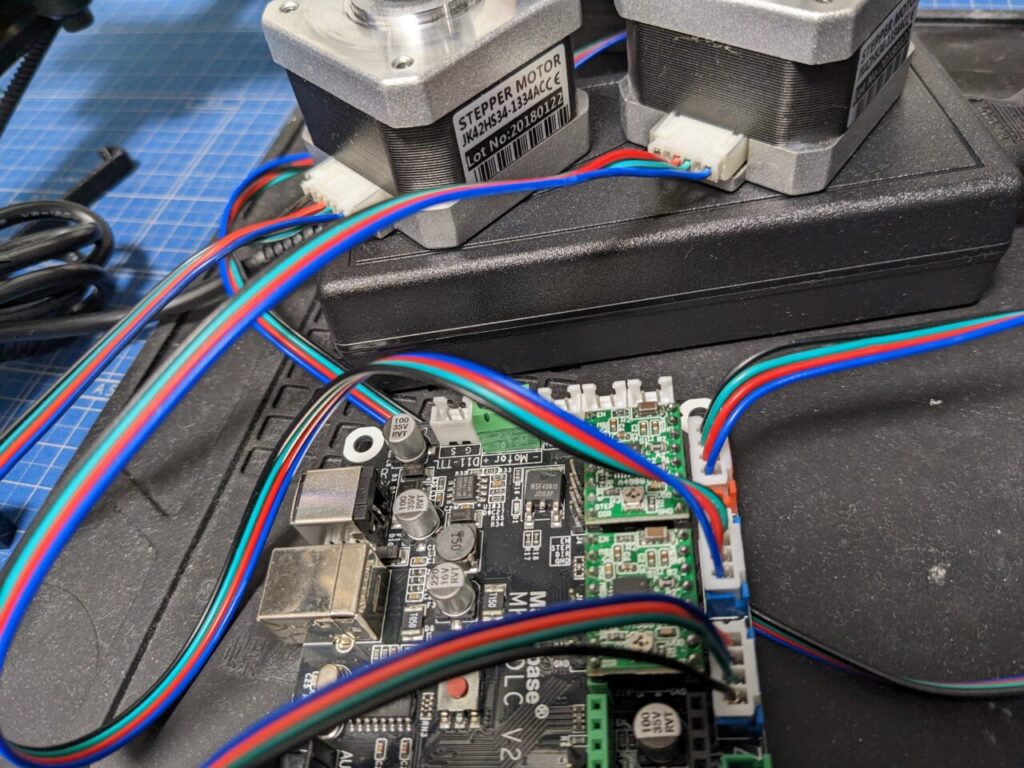
そうなると、コントールボードのD11-TTLコネクタとレーザードライバーのTTLコネクタを接続したケーブルは必要ないのですかね。。。?(写真の青と白のケーブルです。)
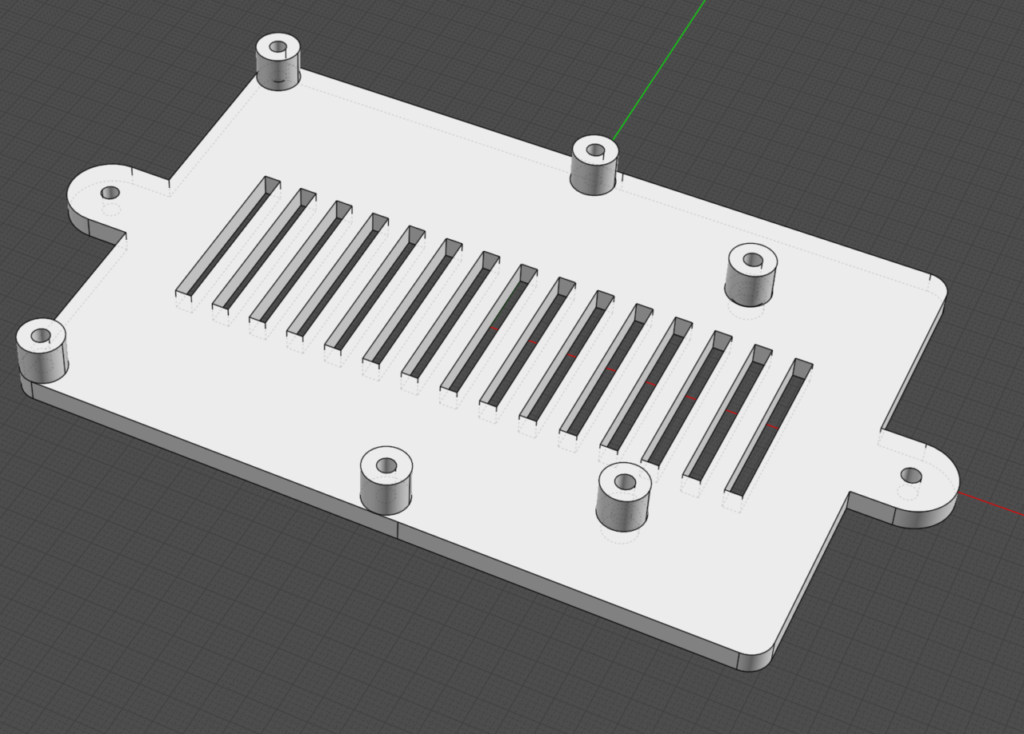
あとは簡単なコントロールボードとレーザードライバーを本体に固定するケースを3Dプリンターせ作成します。
って、ことで最終的にX,Y軸のステッピングモーターの配線とレーザーモジュール・レーザードライバーの配線は、以下のようになりました。(本当に正しいかはわかりません。。。)
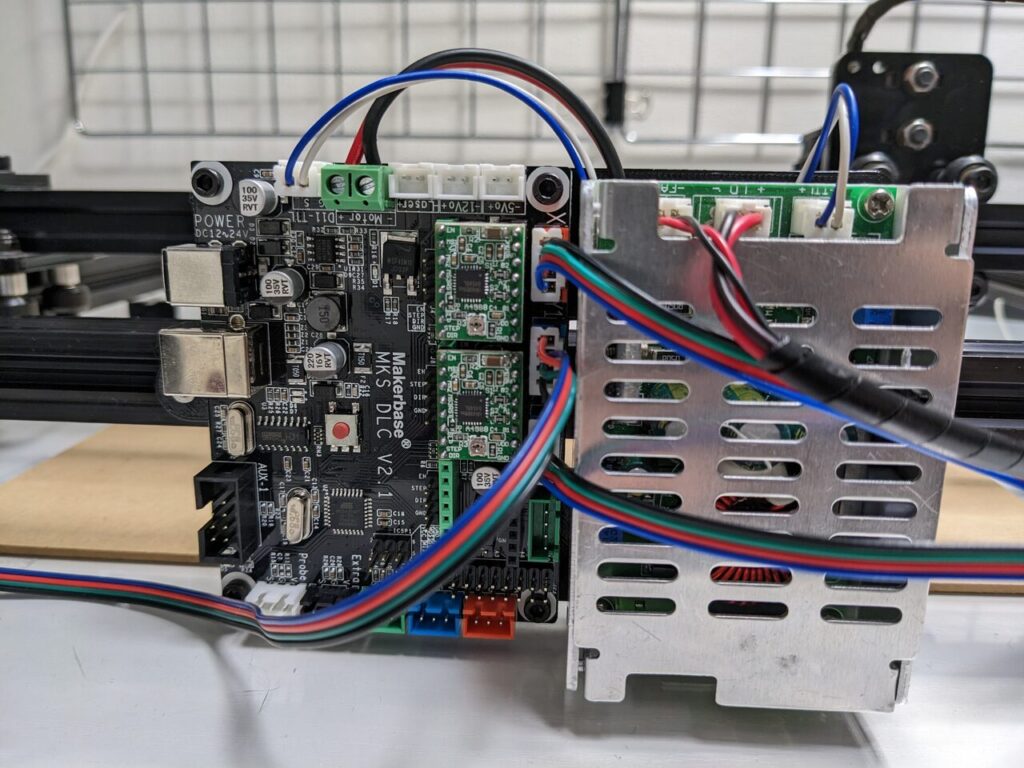
まだ理解できていない部分もあるので、設定も動かしながら理解と調整をしていく感じかなと思います。
$0=10
$1=25
$2=0
$3=1
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=1
$100=80.000
$101=80.000
$102=250.000
$110=500.000
$111=500.000
$112=500.000
$120=10.000
$121=10.000
$122=10.000
$130=200.000
$131=200.000
$132=200.000おまけで、リミットスイッチの配線になります。
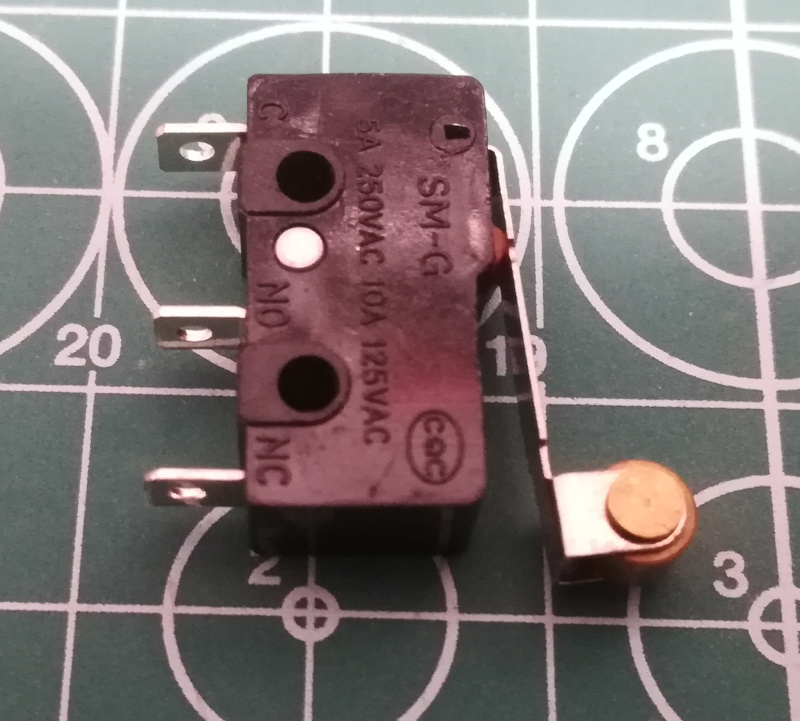
購入したリミットスイッチは、ケーブルが接続されていないので、別途、電線を半田付けし、伸縮チューブ利用して半田部分をカバーしました。

次は、実際の動作確認になります。お楽のしみに!